防結晶雙壁打孔排水板熱熔墊片生產廠家






防結晶雙壁打孔排水板熱熔墊片生產廠家
產品別名 |
隧道EVA防水板熱熔墊片 |
面向地區 |
全國 |
土工膜現場聯接應符合下列規定
1)根據氣溫和材料性能,隨時調整和控制焊機工作溫度、速度,焊機工作溫度應為200-300℃。
2)焊縫處土工膜應熔結為一個整體,不得出現虛焊、漏焊或超量焊。
3)出現虛焊、漏焊時,切開焊縫,使用熱熔擠壓機對切開損傷部位用大于破損直徑一倍以上的母材補焊。
4)焊縫雙縫寬度宜采用2xlOmm
5)T字型接頭宜采用母材補疤,補疤尺寸可為500mmx500mm疤的直角修圓。

現場焊接土工膜可采取以下步驟
1)用干凈紗布擦拭焊縫搭接處,做到無水、無塵、無垢:土工膜應平行對正,適量搭接。
2)根據當時當地氣候條件,調節焊接設備至佳工作狀態。
3)在調節好的工作狀態下,做小樣焊接試驗,試焊接Im長的PE土工膜樣品。
4)采用現場撅拉檢驗試樣,焊接不被撕拉破壞、母材被撕裂認為合格。
5)現場撕拉試驗合格后,用已調節好工作狀態的熱合機逐幅進行正式焊接。

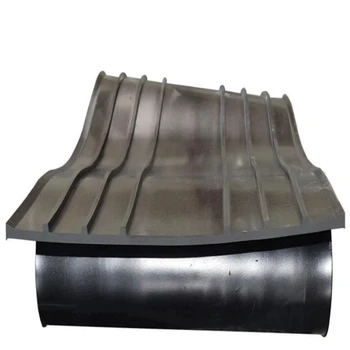
【防水板鋪設方法】
1. 沿一定方向鋪設,同時不要拉得太緊,應留有一定伸縮量,以適應基體變形。
2. 防水板鋪設時,要調整好每個單元走向,以便于兩個單元的焊接.
3. 防水板鋪設好后,要用砂袋壓住,以防風沙影響下一步邊緣的焊接.

產品施工服務承諾
1、為客戶提供全面技術支持。在接到客戶通知書后,我們將根據客戶需要及時提供產品技術、產品零配件等相關資料,滿足產品售后服務的各種需要,同時公司將根據貴單位要求將派遣施工技術人員進行施工。.
2、在工程施工中我公司承諾施工工程師、技術人員的到位,施工設備的性及完好,施工質量。
3、對于因在運輸、中轉過程中造成產品破損質量問題,我們在接到客戶通知后,短時間內派人到現場核實,如核實屬實我們立即免費更換。

復合土工膜性能特點:
物理機械性能好,抗撕裂強度高,變形適應能力強,抗穿刺,,抗紫外線,耐油堿,防腐蝕,耐高低溫,,使用壽命長。防水、排水、防滲、防潮效果佳,幅寬、厚度規格,成本低,施工簡易。

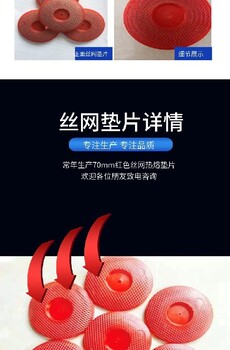
熱熔墊片安裝時應按梅花形進行布置。垂直方向間距不大于80cm、水平方向每卷防水板不小于3個、隧道頂部縱橫向間距應小于50cm。熱熔墊片安裝時,在隧道開挖面用槍把熱熔墊片縱橫向有序排列固定好土工布,鋼釘尾部如有凸起則用錘子錘平,以確保沒有凸出的鋼釘將防水板刺破。熱熔墊片固定住土工布后用3至5名操作工人開始鋪設防水。
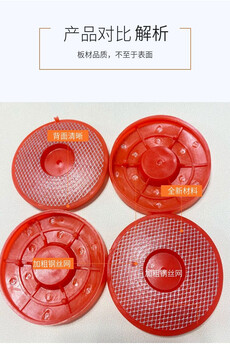
熱熔墊片是經高注塑的聚乙烯經特制模具而制成的有一定規格的隧道防水板用熱熔墊片(圈)。該產品主要用于水利、鐵路、公路隧道防水卷材安裝固定使用等工程項目。
熱熔墊片主要應用于公路鐵路隧道中焊接防水板。本公司產品特點適應能力強,原材料配合比較靈活。

焊接施工工藝流程
土工膜接縫焊接采用雙軌熱熔焊機焊接,其焊接工藝流程為:調節焊縫尺寸——焊接界面清理——熱熔焊接——外觀檢驗——組破壞試驗——項目經理驗收
在修補、覆蓋或雙軌熱熔焊機無法達到的部位,我們使用擠壓熔焊機,其焊接工藝為:膜面清理——熱風粘接定位——焊縫區打毛——擠壓焊拉——外觀檢駘——樣件破壞試驗——項目經理驗收

焊縫質量檢測
1. 檢測方法應采用充氣法及室內試驗,也可采用火花試驗或超聲波探測法。
2. 檢測設備采用氣壓式檢測儀及真空檢測儀。
焊縫質量要求:
1.對雙縫充氣長度為30-60㎜雙焊縫間充氣壓力達到0.15-0.2MPa,保持1-5min,壓力無明顯下降為合格。
2. 對單焊縫和T形結點及修補點應采取50㎝×50㎝方格進行真空檢測,真空壓力大于或等于0.005MPa,保持30s,肥皂液不起泡為合格。
3. 室內試驗.焊縫抗拉強度應大于母材強度。
4. 質量檢驗應隨施工進展進行。
5.參考依據:《防水板應用技術工程CTTT/T238-1998》